Press play button to see Compression Video
|
||||||||
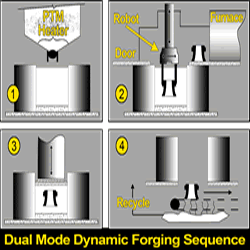
What We DoIt is now an accepted fact in industry that the material performance requirements currently in demand by both military and private sector industries for emerging and next generation applications exceeds those which are able to be achieved by existing “conventional” material systems. Thus, the ever-widening performance gap between “what exists now” vs. “what is needed now”, strongly drives the demand for both advanced materials research and new product development, both of which are focused around entirely new classes of “engineered materials. Nanophase alloys, metal matrix composites and complimentary novel manufacturing processes are just a few of the answers AM2T’s team of scientists and engineers provide industry to solve application specific performance problems. Concurrently, the drive to eliminate toxic and hazardous materials such as beryllium and depleted uranium from the defense component landscape, continues to be an equally strong market driver for the development of AM2T’s environmentally friendly, high performance, Trademarked and Patent Pending engineered materials. Just One Way We Do ItDual Mode Dynamic Forging (DMDF) involves the rapid application (within seconds) of a rate-controlled high uni-axial pressure (1.24 GPa / 180 Ksi) on a heated forging preform (300°C - 1500°C) via a granular pressure transmitting media (PTM). It is an easily automated four step, enabling manufacturing technology for the production of low, medium, and high volume components. Solid-state powder densification of a near net shape (NNS), powder metallurgy (P/M) forging preform or hermetically sealed “canned powders”, occurs in a matter of seconds within a dynamic pressure field (Fig 1). Un-like Hot Isostatic Pressing (HIP) which simply applies a uniform low-pressure gas to consolidate a powder, the DMDF process simultaneously applies a large axial pressure coupled with a smaller radial pressure, thus enabling both powder consolidation and in-situ hot working of the material. Powder deformation (shear) is accomplished via the naturally induced pressure differential created in the dynamic pressure field. Thus, the 60% to 80% dense forging preform experiences both axial compression, and radial expansion which creates a dimensionally predictable and highly beneficial, in-situ shear stress. Hot consolidation of the powders to form fully dense, near-net-shape components takes place within a simple “pot die”, thus eliminating the normal die wear associated with conventional forging.Dual Mode Dynamic Forging SequencePreheating a forging preform or canned powder (not shown): The powder is heated to the lowest temperature that will permit complete densification. This temperature is determined through a comprehensive parametric study of temperature, pressure, dwell- time and strain-rate, for each material. Powder heating may be accomplished by any number of conventional methods such as radiation and induction.
|
||||||||
Contacting Us |